Cấu hình Post Processor trong Creo Parametric
1. Vì sao phải cấu hình Post Processor ?
Khi mới sử dụng Creo Parametric để lập trình thì việc phần mềm tự động chuyển đổi những đường chạy dao hoặc những dữ liệu CL Data khó hiểu thành những dòng code có thể chạy được trên máy CNC đã là một thành công lớn (so với việc phay trên máy phay vạn năng hay lập trình bằng tay trên máy CNC). Thế nên việc phải chỉnh sửa đầu cuối chương trình là “chuyện nhỏ” và hoàn toàn có thể chấp nhận được.
Nhưng sau một thời gian, người dùng phát hiện ra rằng việc chỉnh sửa thủ công tiềm ẩn nhiều rủi ro có thể gây hư hỏng máy CNC hoặc họ vừa mua được một máy CNC mới không sử dụng hệ điều hành Fanuc quen thuộc mà sử dụng một hệ điều hành khác như Siemens, Heidenhain, Selca … Và họ ước gì Creo Parametric có thể tự động tạo ra tập tin G-code có thể chạy trên bất kỳ máy CNC nào mà họ không cần phải can thiệp thủ công như trước đây, vừa tiết kiệm thời gian, vừa hạn chế tối đa rủi ro với những máy CNC đắt tiền
Câu trả lời cho tình huống này là CẤU HÌNH BỘ POST PROCESSOR, hay nói một cách bình dân là “độ” post.
2. Quá trình tạo tập tin G-code
Trước khi bàn đến việc cấu hình post processor, chúng ta cần tìm hiểu những thành phần có trong một bộ post processor và quá trình post diễn ra như thế nào
Khi cài Creo Parametric thì người dùng đã có sẵn khoảng 20 bộ post processor trong thư mục C:\Program Files\PTC\Creo 9.0.0.0\Common Files\x86e_win64\gpost (phiên bản Creo 9.0) để sử dụng.
Về cơ bản, một bộ post processor gồm 2 tập tin:
- UNCX01.Pnn: tập tin dữ liệu của Post Processor
- UNCX01.Fnn: tập tin chứa macro (FIL)
Lưu ý
- Đây là những tập tin dành cho máy phay, cắt dây và đột dập. Với máy tiện thì 2 tập này sẽ là UNCL01.Pnn và UNCL01.Fnn
- nn: sử dụng cho mục đích đánh số thứ tự và có giá trị từ 00 đến 99
Sau khi lập trình và có được dữ liệu đường chạy dao Cutter Location – CL Data, việc cuối cùng người lập trình cần làm là xuất chương trình để vận hành trên máy CNC. Quá trình này được mô tả trong sơ đồ bên dưới:
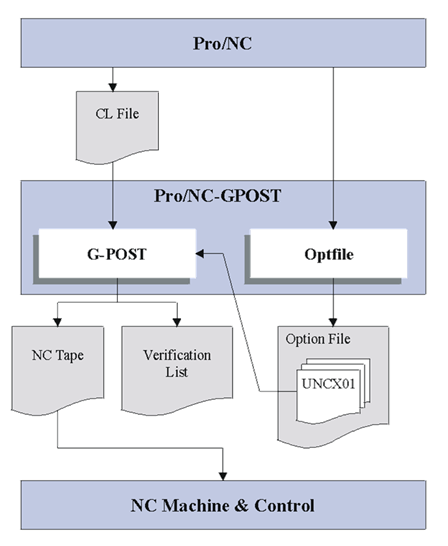
Theo đó, ứng dụng GPOST tiếp nhận tập tin chứa CL Data (định dạng .ncl) và sử dụng những cấu hình do người dùng chỉ định trong Option File (UNCX01, UNCX02 …) để xuất ra tập tin MCD – Machine Control Data, chính là tập tin G-Code theo cách gọi thông thường. Như vậy, với cùng một dữ liệu CL Data, người dùng có thể xuất ra nhiều tập tin G-Code khác nhau để chạy trên những máy CNC có hiệu điều hành khác nhau (ví dụ Fanuc, Siemens, Mitsubishi …).
Việc cấu hình Post Processor trong Creo Parametric chính là đi cấu hình những Option File này.
3. Cấu hình Post Processor
Ứng dụng để chỉnh sửa Post Processor tên là NC Post Processor được tích hợp sẵn trong Creo Parametric. Tùy vào mức độ phức tạp mà người dùng có thể sử dụng linh hoạt một trong hai cách như sau
Sử dụng giao diện đồ họa.
Cách này thực hiện khá đơn giản vì những thông số cấu hình đều được mô tả rõ ràng, người dùng chỉ cần có vốn từ tiếng Anh tương đối tốt là có thể đọc hiểu và lựa chọn thông số phù hợp.
Một số yếu tố có thể cấu hình theo cách này:
- Mã lệnh đầu & cuối chương trình
- Chuyển đổi R và I,J khi nội suy cung tròn
- Thứ tự các địa chỉ trong một câu lệnh
- Mã lệnh G code cho một số chức năng thường gặp
- Cách đánh số mỗi câu lệnh trong chương trình
- …

Chỉnh sửa dựa trên ngôn ngữ lập trình Factory Interface Language – FIL
Cách này khá phức tạp vì phải sử dụng ngôn ngữ lập trình. Nói cách khác, thay vì lựa chọn những thông số được cung cấp sẵn như cách đầu tiên, người dùng phải code từng dòng lệnh. Để cấu hình post processor theo cách này ngoài việc am hiểu mã lệnh và cấu trúc tập tin G-code, người dùng cần phải có kiến thức về lập trình, cụ thể:
- Cách khai báo biến, sử dụng toán tử, hàm, xử lý chuỗi, vòng lặp, logic … (ngôn ngữ lập trình nói chung)
- Cách sử dụng CL Command, hàm POSTF (đặc thù của ngôn ngữ FIL)

Người dùng có thể mở giao diện của ngôn ngữ lập trình FIL trong NC Post Processor bằng cách duyệt đến thẻ Advance > FIL Editor. Những thông tin sau khi thiết lập chỉnh sửa sẽ được lưu lại dưới dạng tập tin UNCX01.Fnn. Ngoài ra, nếu trong quá trình post phát sinh lỗi do cấu hình sai, người dùng có thể mở tập tin xxx.lst (nằm cùng thư mục và cùng tên với file .tap) để tìm xem lỗi phát sinh ở dòng code nào (cái này ít người biết nha).
Nói chung cách này tuy phức tạp nhưng có ưu điểm là cho phép người dùng chủ động hoàn toàn trong việc cấu hình post processor.
Tài liệu tham khảo
Hoàng Khương



{kind=link}
{kind=link}
{kind=link}