Ba lợi ích của lớp phủ giúp gia tăng tuổi thọ dụng cụ cắt
Các dụng cụ cắt thường được phủ một lớp phân tử siêu mỏng lên bề mặt lưỡi cắt. Những lớp phủ này được thiết kế để chống lại các lực mài mòn dụng cụ cắt và các hỏng hóc nghiêm trọng. Lớp phủ không chỉ hỗ trợ cắt các vật liệu cụ thể mà còn giúp hạn chế nhiệt, ma sát và nâng cao hiệu suất của dụng cụ cắt. Khi chọn một dụng cụ cắt, người thợ gia công phải xem xét vật liệu và các chiến lược gia công mong muốn, xem nó ảnh hưởng như thế nào đến các lưỡi cắt của dụng cụ, sau đó sẽ xác định lớp phủ nào phục vụ tốt nhất cho nhu cầu của họ. Trước khi có thể đưa ra những quyết định đó, người thợ phải hiểu lớp phủ dụng cụ làm tăng khả năng cắt gọt của chúng như thế nào. Sau đây là một cái nhìn sâu sắc về những lợi ích mà lớp phủ dụng cụ mang lại và cách chúng hoạt động để cải thiện tuổi thọ và hiệu suất của dụng cụ cắt.
Lớp phủ trên dụng cụ cắt là gì?
Lớp phủ dụng cụ bao gồm các hợp chất hữu cơ và vô cơ được kết dính trên bề mặt dụng cụ cắt bằng cách sử dụng lắng đọng hơi bằng phương pháp vật lý (PVD) hoặc lắng đọng hơi bằng phương pháp hóa học (CVD). Các hợp chất được lắng vào dụng cụ cắt theo từng lớp cho đến khi đạt được độ dày mong muốn.
Lớp phủ dụng cụ cắt có 3 tính năng chính:
- Cung cấp một màn chắn nhiệt độ giữa dụng cụ cắt và phôi
- Cải thiện khả năng bôi trơn dụng cụ cắt
- Tăng khả năng chống mài mòn của dụng cụ cắt
Sở hữu ba tính năng này, lớp phủ giúp các dụng cụ cắt hoạt động tốt hơn, chế độ cắt cao hơn và kéo dài tuổi thọ hơn.
1. Cung cấp một màn chắn nhiệt độ giữa dụng cụ cắt và phôi
Giảm nhiệt độ là điều cần thiết trong quá trình gia công, vì nhiệt sẽ làm nóng dụng cụ cắt và phôi quá mức trong quá trình gia công có thể làm giảm hiệu suất cắt gọt. Khi nhiệt độ của dụng cụ cắt bằng Carbide tăng nhanh, độ cứng của nó giảm, dẫn đến dễ mài mòn và dễ hư hỏng. Độ dẫn nhiệt là một thuộc tính vật liệu được sử dụng để đo khả năng giữ hoặc truyền nhiệt năng của vật liệu.
Ví dụ: Carbide Volfram có độ dẫn nhiệt là 88 W/mK ở 20° C. Điều này có nghĩa là khi ở nhiệt độ 20° C (68° F), một dụng cụ cắt bằng Carbide không tráng lớp phủ có thể dẫn 88 Watts năng lượng nhiệt trên mỗi mét với nhiệt độ được đo bằng độ Kelvin. Các dụng cụ cắt sử dụng lớp phủ sẽ hạn chế được sự dẫn nhiệt, với tốc độ dẫn nhiệt khoảng 4,5 W/mK. Điều này chứng tỏ dụng có lớp phủ sẽ có độ dẫn nhiệt là 4,5 W/m.K và truyền nhiệt ít hơn 19,56 lần so với Carbide Volfram không lớp phủ.
Dưới đây là một thí nghiệm thể hiện khả năng của lớp phủ. Dụng cụ được phủ Nano AlTiN và dụng cụ không được phủ đều gia công Thép 4340 với tốc độ là 155 m/phút (508,5 ft/phút) và 200 m/phút (656,17 ft/phút), tốc độ tiến dao là 0,5 mm/vòng (0,019 inch/rev) và chiều sâu cắt 3,5 mm (0,138 inch) [1], không sử dụng chất làm mát.
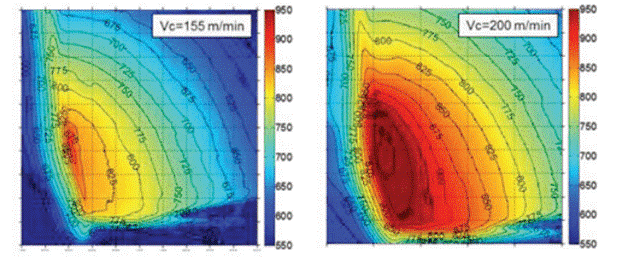
Hình 1: Gradient nhiệt phần lưỡi cắt của dụng cụ không phủ [1].
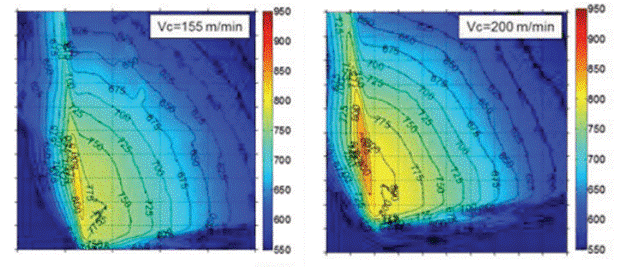
Hình 2: Những hình ảnh trên trích trong nghiên cứu: “Nghiên cứu thực nghiệm và mô hình hóa sự phân bố nhiệt độ ở trạng thái ổn định trong dụng cụ carbide tráng lớp phủ trong gia công tiện”, được viết bởi Amol Thakare và Anders Nordgren, cho thấy ảnh hưởng của tốc độ dụng cụ cắt và sự biến dạng của dụng cụ đối với sự phân bố nhiệt độ trong dụng cụ chưa mòn (trái) và mòn (phải).
So sánh hai dụng cụ trên, rõ ràng là dụng cụ có lớp phủ sẽ hấp thụ nhiệt ít hơn so với dụng cụ không có lớp phủ. Với độ dẫn nhiệt thấp hơn, lớp phủ dụng cụ tạo ra một rào cản nhiệt độ giữa dụng cụ và phôi. Điều này làm giảm nhiệt độ đáng kể vì nhiệt được sinh ra trong quá trình cắt sẽ truyền vào phoi và phôi. Với nhiệt độ thấp hơn, dụng cụ có thể đạt được tốc độ cắt nhanh hơn. Nhìn vào các hình trên, dụng cụ không tráng lớp phủ chạy ở tốc độ 155 m/phút và dụng cụ có tráng lớp phủ chạy ở tốc độ 200 m/phút gần như có cùng nhiệt độ trên bề mặt. Điều này có nghĩa là dụng cụ được phủ có thể hoạt động nhanh hơn 22,5% so với dụng cụ không sử dụng lớp phủ.
2. Lớp phủ tăng khả năng bôi trơn của dụng cụ cắt
Một cách khác để hạn chế sinh nhiệt, giữ cho quá trình gia công trơn tru và không có tiếng ổn là giảm sự ma sát giữa dụng cụ cắt và phôi. Lực ma sát là lực cản chuyển động của dụng cụ khi nó cắt qua phôi. Lực này được xác định bởi hệ số ma sát, thường được ký hiệu là chữ cái Hy Lạp (μ). Hệ số ma sát là tỷ số giữa lực cần thiết để di chuyển bề mặt này qua bề mặt khác chia cho áp lực giữa hai bề mặt. Giảm μ chính là cách mà lớp phủ làm giảm lực ma sát tổng thể trong quá trình gia công.
Một ví dụ cho thấy một lớp phủ có thể làm giảm hệ số ma sát trong quá trình cắt so với một dụng cụ Carbide không phủ, được chỉ ra trong nghiên cứu do Đại học Công nghệ Malaysia thực hiện. Trong thí nghiệm này, thép Cacbon 1040 được gia công ở tốc độ 60 mm/phút (2,36 inch/phút), chiều sâu cắt 1 mm (0,04 inch), tốc độ tiến dao 0,06 mm/vòng (0,0024 inch/vòng) và lặp lại chiều dài cắt 100 mm (3,937 inch) cho đến khi dụng cụ cắt được tổng chiều dài 1000 m (3280,84 ft) [2]. Dụng cụ có lớp phủ TiCN, một lớp phủ tương tự như lớp phủ AlTiN nhưng phổ biến hơn. Dưới đây là kết quả:
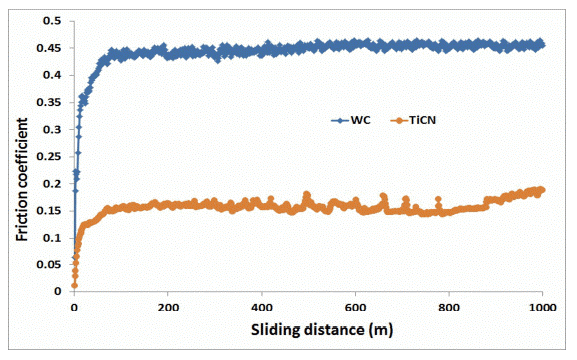
Hình 3: Hình ảnh trên, được tìm thấy trong “Đặc điểm sự ma sát và mài mòn của WC và Vật liệu phủ TiCN trong phôi thép cacbon khi gia công tiện”, hiển thị hệ số ma sát của dụng cụ tráng TiCN và dụng cụ Carbide Volfram không tráng lớp phủ
Như đã thấy trong hình 3, dụng cụ được phủ TiCN có hệ số ma sát thấp hơn nhiều so với dụng cụ không được phủ. Hệ số thấp hơn này làm giảm các lực ma sát trong quá trình cắt, giảm sinh nhiệt, mang lại độ hoàn thiện chi tiết tốt hơn và kéo dài tuổi thọ dụng cụ cắt.
Chọn một dụng cụ được phủ có độ bôi trơn cao cũng là ý tưởng tốt để gia công các vật liệu có nhiệt độ nóng chảy thấp, cũng như các vật liệu tạo ra một lượng nhiệt lớn trong quá trình gia công, chẳng hạn như các hợp kim có độ cứng cao. Trong các vật liệu có nhiệt độ nóng chảy thấp (như nhôm hoặc các kim loại màu khác), ma sát cao có thể sinh ra nhiệt độ cao và tạo thành phoi bám. Phoi này có thể đóng thành lớp trong các rãnh cắt bán trên bề mặt lưỡi cắt. Hiện tượng này được gọi là lẹo dao (Buid up edge – BUE) tạo ra một cạnh dày hơn và có thể phá vỡ dụng cụ cắt. Với hệ số ma sát càng thấp, phoi càng khó bám vào dụng cụ và xảy ra hiện tượng BUE. Khi cắt các vật liệu có thể sinh ra nhiệt độ cao (chẳng hạn như thép không gỉ và hợp kim), việc giữ lực ma sát ở mức tối thiểu, sẽ làm giảm sự sinh nhiệt.
3. Lớp phủ tăng khả năng chống mài mòn của dụng cụ cắt
Thêm một lớp phủ trên dụng cụ cắt làm tăng khả năng chống mài mòn và tránh biến dạng. Trong ngành công nghiệp gia công kim loại, các cấp của dụng cụ cắt Carbide Volfram là từ cấp C1 đến C14, tùy thuộc vào chiến lược gia công mà dụng cụ thực hiện. Giữa các cấp từ C1 đến C14, CarbideVolfram có độ cứng Vickers (HV) nằm trong khoảng từ 760 HV đến 1740 HV. Lớp phủ có thứ hạng độ cứng cao hơn so với Carbide Volfram. Vì vậy, thêm một lớp phủ có thể làm tăng độ cứng của dụng cụ cắt. Từ độ cứng 2213 HV khi sử dụng lớp phủ TiN có thể lên đến 9993 HV với lớp phủ kim cương CVD. Mặc dù lớp phủ TiN sẽ không được chọn vì độ cứng thấp, nó vẫn chỉ ra rằng ngay cả lớp phủ có độ cứng thấp nhất vẫn cứng hơn Carbide Volfram. Bằng cách làm cho dụng cụ cắt cứng hơn, tỷ số giữa độ cứng của phôi và độ cứng của dao tăng lên. Tăng độ cứng của dụng cụ sẽ cho phép nó bóc tách phoi và loại bỏ vật liệu rất dễ dàng, đặc biệt là các loại vật liệu có độ mài mòn cao, trong khi dụng cụ cắt vẫn duy trì tính toàn vẹn của cấu trúc, chống lại các lực cực mạnh trong quá trình gia công cắt gọt kim loại.
Tăng độ cứng dụng cụ cắt sẽ mang lại lợi ích trong việc cải thiện được hiệu suất. Điều này được chứng minh trong một thí nghiệm được thực hiện bởi Đại học Afyon Kocatepe. Trong thí nghiệm này, dụng cụ cắt là dao phay ngón với 2 rãnh thoát cùng với đường kính dao 4 mm đang gia công rãnh vật liệu Inconel 718 ở tốc độ 20.000 vòng/phút, với bước tiến răng là 5 micromet, chiều sâu cắt 0,2 mm và chiều dài hành trình cắt là 120 mm [3]. Quá trình cắt này cũng được thực hiện bằng dao phay ngón Carbide không tráng phủ AlTiN (độ cứng 3620 HV) không có chất làm mát. Dưới đây là hình ảnh so sánh quang học của hai dụng cụ cắt, cho thấy độ mòn và độ biến dạng của chúng.
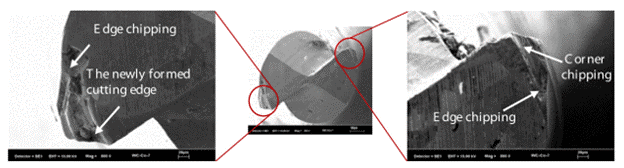
Hình 4: Dụng cụ cắt không lớp phủ
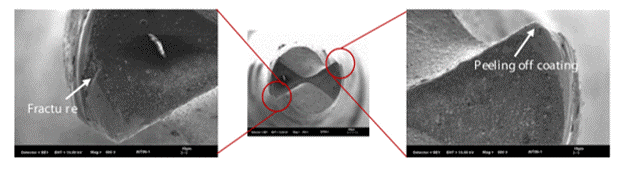
Hình 5: Dụng cụ cắt với lớp phủ PVD AlTiN.
Nhìn vào hai dụng cụ cắt, rõ ràng là dụng cụ không được tráng phủ đã bị mài mòn đáng kể, dẫn đến bong tróc phần lưỡi cắt. Khi dụng cụ này thực hiện quá trình gia công, đã xảy ra hiện tượng mài mòn trực tiếp ở lưỡi cắt khi hợp kim Inconel bắt đầu phá vỡ dụng cụ cắt. Các mảnh của dụng cụ không được tráng lớp phủ bắt đầu bong ra, tạo thành một lưỡi cắt mới yếu hơn. Lưỡi cắt mới này bị cùn và sẽ không thể khả năng cắt phôi như bình thường, quá trình sẽ tiếp tục cho đến khi dụng cụ cắt bị gãy do xảy ra hư hỏng nghiêm trọng.
Sự mòn lõm và sự mòn mặt sườn dụng cụ cắt là kết quả trực tiếp của sự mài mòn vật liệu phôi. Việc tăng độ cứng của dụng cụ cắt có thể chống lại các sự mài mòn này của dụng cụ cắt. Điều này được chứng minh trong hình 5, vì dao phay ngón phủ AlTiN PVD hoạt động tốt hơn nhiều so với dao không phủ vì nó hạn chế được sự mài mòn. Khi dụng cụ được phủ lớp tráng thực hiện các vết cắt, vết mòn duy nhất có thể phát hiện được là vết nứt nhỏ dọc theo một trong các cạnh cắt của nó và khi lớp phủ AlTiN bị bong tróc. Thông qua ví dụ này, lớp phủ giúp dụng cụ cắt chống lại sự mài mòn và nhờ vào sự bảo vệ này, tuổi thọ của dụng cụ cắt được tăng lên đáng kể.
Lợi ích của lớp phủ dụng cụ trong quá trình gia công
Kết hợp ba ưu điểm chính của lớp phủ dụng cụ, khả năng chịu nhiệt, tăng độ bôi trơn và độ cứng vi mô cao hơn, dụng cụ cắt không chỉ hoạt động tốt hơn mà còn bền lâu hơn. Giảm thiểu mài mòn do nhiệt. Ngoài ra, có thể kéo dài đáng kể tuổi thọ của dụng cụ cắt.
Trích dẫn
[1] Thakare, Amol và Anders Nordgren. “Nghiên cứu thực nghiệm và mô hình hóa sự phân bố nhiệt độ ở trạng thái ổn định trong dụng cụ Carbide Cement trong gia công tiện.” Procedia CIRP, tập. 31, 2015, pp. 234–239., Doi: 10.1016 / j.procir.2015.03.024.
[2] Talib, RJ, và cộng sự. “Đặc điểm ma sát và mài mòn của Wc và Ticn phủ trong tiện phôi thép cacbon.” Procedia Engineering, tập. 68, 2013, trang 716–722., Doi: 10.1016/j.proeng .2013.12.244.
[3] Ucun, İ., Aslantas, K., & Bedir, F. (2013). Điều tra thực nghiệm về ảnh hưởng của vật liệu phủ lên độ mài mòn của dụng cụ của hợp kim Inconel 718. 300 (1-2), 8–19. https://doi.org/10.1016/j.wear.2013.01.103.
https://www.harveyperformance.com/in-the-loupe/3-ways-tool-coatings-increase-tool-life/



{kind=link}
{kind=link}
{kind=link}