Giải quyết vấn đề cong vênh bằng cách đảo ngược biên dạng cong vênh
Tóm tắt
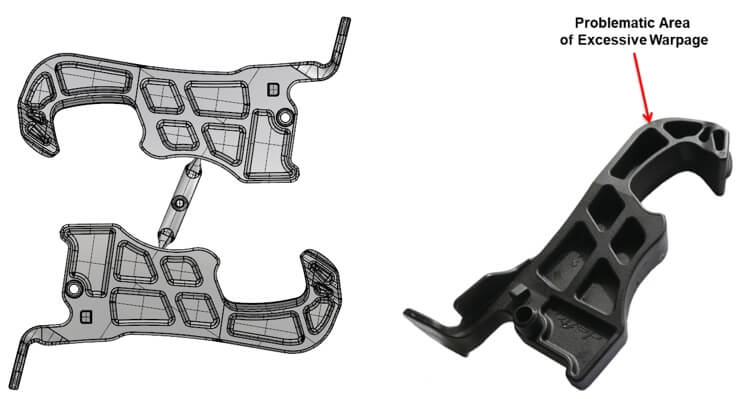
Một trong những thách thức lớn nhất của việc ép các chi tiết có thành dày là độ chính xác về kích thước. Trong dự án này, một móc nhựa (Hình 1), là linh kiện trên ô tô, đã bị cong vênh trong lần thử nghiệm đầu tiên. Tuy nhiên, vấn đề cong vênh vẫn tồn tại sau khi điều chỉnh các thông số ép. Nhóm MTF STU đã sử dụng Moldex3D để giúp nhà sản xuất tìm nguyên nhân gây ra hiện tượng cong vênh và các giải pháp khả thi. Kết quả là, nhà sản xuất có thể xác định giải pháp tốt nhất có thể để giải quyết vấn đề cong vênh bằng cách tối ưu hóa thiết kế khuôn dựa trên kết quả phân tích Moldex3D Warp, tránh việc phải làm lại.

Hình 1
Những thách thức
- Giảm và kiểm soát sự cong vênh quá mức.
- Tìm ra các giải pháp khả thi trong thời gian ngắn.
Các giải pháp
Nhóm MTF STU đã sử dụng Moldex3D để giúp nhà sản xuất tìm ra các giải pháp khả thi và xác định rằng giải pháp tốt nhất là sửa đổi khuôn dựa trên kết quả phân tích cong vênh.
Những lợi ích
- Xác định các thông số kỹ thuật về kích thước
- Giảm thiếu chi phí do phải làm lại khuôn
- Rút ngắn quá trình khắc phục sự cố
Nghiên cứu tình huống
Trong quá trình sản xuất các chi tiết có thành sản phẩm dày, quan trọng nhất là đạt được độ chính xác về kích thước yêu cầu của sản phẩm. Trong nghiên cứu này, mục tiêu là giải quyết vấn đề cong vênh của móc nhựa. Dung sai của chi tiết này là ± 1,5 mm và thiết kế ban đầu có độ cong là 1,86 mm ở phần cong bên ngoài của móc (Hình 2).
Hình 2
Phương pháp chung trong những trường hợp này là tối ưu hóa các tham số của quá trình. Tuy nhiên, dù các thông số đã được sửa đổi nhiều lần, nhưng kết quả cong vênh chưa được cải thiện. Do đó, nhà sản xuất đã yêu cầu MTF STU kiểm tra tất cả các giải pháp hiện có bằng cách sử dụng mô hình số trong Moldex3D.
Do đó, những tác vụ nghiên cứu bằng Moldex3D được lên kế hoạch như sau
- Kiểm tra thiết kế hệ thống làm mát
- Kiểm tra ứng dụng công nghệ ép phun có hỗ trợ khí (GAIM),
- Thiết kế lại lòng khuôn để đáp ứng dung sai hình học và các yêu cầu kích thước của chi tiết được ép.
Trong bước này, việc thiết kế lại hệ thống làm mát đã được đánh giá trong Moldex3D và một số kênh làm mát đã được thêm vào khuôn (Hình 3, 4). Tuy nhiên, nó không thể giải quyết vấn đề cong vênh. Kết quả phân tích làm mát cho thấy, hệ thống làm mát ban đầu đã đủ hiệu quả và không cần thêm các đường làm mát bổ sung.

Hình 3

Hình 4
Thông thường, để giải quyết vấn đề cong vênh của các thiết kế thành dày, công nghệ GAIM có thể được áp dụng thành công. Một số cách phun khí vào lòng khuôn đã được mô phỏng (Hình 5). Tuy nhiên, kết quả của các mô phỏng cho thấy, không có phương pháp nào đạt được lưu lượng khí tối ưu bên trong lòng khuôn do đó, các giai đoạn Flow/ Pack/Cool không đủ cân bằng và để tối ưu hóa quá trình này sẽ cần phải sửa lại toàn bộ khuôn

Hình 5
Theo kết quả các mô phỏng đã thực hiện, người chế tạo khuôn đã đồng ý thiết kế lại lòng khuôn, tuy nhiên, không theo cách làm thông thường trong đó các thành và gân của chi tiết được bố trí lại và các đường viền bên ngoài của chi tiết được giữ nguyên như ban đầu, mà chỉ thiết kế lại khu vực hình học trọng yếu theo hướng đảo ngược cong vênh dựa trên kết quả phân tích cong vênh của Moldex3D (Hình 6).

Hình 6
Các kích thước của móc đã đạt yêu cầu bằng cách thiết kế lại khuôn (Hình 7). So sánh số đo kích thước trong Bảng 1 cho thấy các bằng chứng về kết quả đạt được.

Hình 7
Các kết quả
Nghiên cứu này chứng minh Moldex3D có thể dự đoán các vấn đề cong vênh của các chi tiết có thành dày, tìm ra giải pháp tối ưu để khắc phục vấn đề này bằng cách đảo ngược kết quả như một cách để bù trừ khi thiết kế khuôn, để đạt được dung sai kích thước và hình học của chi tiết được sản xuất nhằm giải quyết các vấn đề cong vênh.
Nguồn: https://www.moldex3d.com/blog/customer_success/solving-warpage-issues-through-reverse-warpage-profile



{kind=link}
{kind=link}
{kind=link}